

摘要:通过在刀具上安装RFID电子标签用于刀具全生命周期的身份识别和信息读写,在智能制造数控机台等设备主机上安装RFID电子标签读写器,作为RFID电子标签与主要控制系统之间信息交互接口,利用RFID电子标签作为信息载体实现刀具与主机以及主机与主机之间的信息交互,以实现刀具生命周期的管理。新的解决方案可实现刀具在其生命周期内的信息监控与存储管理。刀具整个生命周期一般包括计划、采购、标识、入库、借出、装配、使用、归还、重磨、报废等。
一.刀具管理的行业背景
智能制造数控机台已成为机械等行业加工车间的主流设备,一般小型数控加工车间的刀具配备量多达上千把,再加上其配套零部件,总量上万把,品种上百种。随着刀具在数量和种类上急剧增加,生产车间各种类型及规格的标准和非标准刀具并存,大量刀具频繁地在刀具库房与机台、机台设备之间流动和交换。当前国内加工车间多靠手工方式和纸质条码管理刀具。纸质条码在油污环境下容易污损,刀具寿命也只能靠经验判断。由于缺乏刀具,造成很多加工流程停止,机台操作工需耗费大量时间在查找刀具上。随着智能制造数控机台种类及新产品种类的增加,现有刀具管理方案已不能满足需求,故引入无线射频技术(RFID)。
RFID是20世纪90年代兴起的一种非接触式的自动识别技术,具有快速扫描、体积小、抗污染能力和耐久性强、可重复使用、穿透性和无屏障阅读、数据记忆容量大安全性强等特点,因此在生产数据采集、监控、数据传递方面具有巨大的应用潜力。本文以无线射频技术为基础,将RFID芯片安装在刀具的刀柄上,实现刀具信息的采集与管理,降低综合生产成本。
二.刀具管理行业现状及需求
国内外从事刀具管理研究的专家开发出很多刀具管理软件,但无法满足刀具管理的全部要求,现有刀具管理存在以下问题:
①无法分析刀具的整个寿命周期的记录和数据,只是在时间点上实现刀具信息的采集与监控,无法获得未加工时的数据;
②传统刀具管理缺乏M2M信息交互,无法实现集成化管理;
③现有刀具管理方案以满足生产需求为目的,未考虑刀具整个生命周期内的成本问题。
为解决上述问题,实现制造业更加智能化自动化的目标,急需引入新的RFID射频识别技术手段来管理刀具信息。在加工过程中,针对刀具在机台中的使用进行智能化管理,将刀具参数传递给机台,使刀具加入机台刀库,供加工程序进行调用。刀具加工完成时,将刀具生产时间写入刀具的RFID中,实现刀具实时信息采集,刀具状态跟踪等功能。
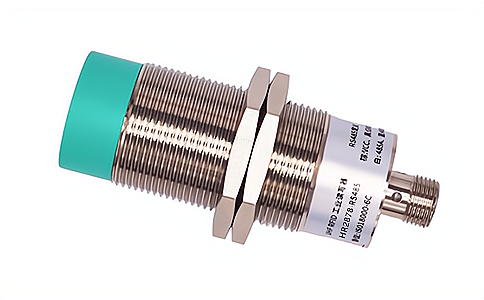
RFID高频工业一体式读写头HR2878,读卡器工作频率为13.56MHz,支持对符合ISO/IEC 15693协议格式标签的读取,可读写完整数据块数据。采用铜镀镍材料外壳,高防护等级,采用RS232和RS485数据接口,支持工业MODBUS RTU等通信协议,方便用户通集成到PLC等控制系统中。主要应用于工业产线、模具管理、刀具管理、仓储管理、AGV、防伪溯源、物流分拣及生产过程控制等多种RFID系统应用领域。
三.刀具信息管理系统作业流程
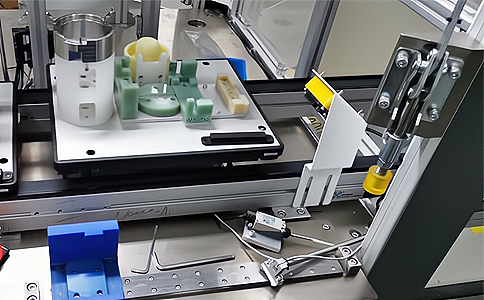
刀具信息管理系统是指在制造单元内的机器设备(如智能制造数控机台、对刀仪等)及RFID读写器进行通讯的基础上,利用无线射频技术、CNC与RFID电子标签读写器采取串口通讯技术,实现刀具在其生命周期内的信息监控与存储管理。刀具整个生命周期一般包括计划、采购、标识、入库、借出、装配、使用、归还、重磨、报废等。本文采用上海营信专门为刀具设计的RFID电子标签,刀柄如图1所示,RFID读写标签的时间为500ms。
机台刀具管理的前提条件是刀具已经进行组刀,并通过对刀仪对刀。为了实现刀具相应的功能,机台需要进行刀库初始化,将刀具加工时间写入刀柄RFID中。由于高频RFID的读写距离比较短,所以在读写刀柄的RFID时,要将天线通过气动装置靠近RFID电子标签。
(1)机台刀库初始化
要实现数控刀具信息的智能化传输,首先要依靠智能制造数控机台。为确保在刀具装入机台时自动入刀库,并将刀具参数从RFID电子标签读入到机台刀库中,需对机台刀库进行初始化操作,具体流程说明如下:
①在机台有刀具变动时,需要机台控制刀盘转动一周(见图),将所有刀具重新初始化到机台刀库;
②对每把刀需要进行如下操作:CNC通过指令驱动气缸顶升RFID电子标签读头,气缸到位后,CNC获取感应开关状态,启动RFID电子标签读写器工作;气缸状态维持500ms,CNC通过串口通讯驱动RFID读写器对刀柄RFID芯片进行读取操作;收回气缸,CNC检测气缸磁感应开关到位后,刀具继续运转;
③需要控制的功能:在CNC操作界面加一个按钮,每按一次该按钮刀盘自动旋转一周,确保每次换刀都能转动一周,初始化机台刀库;不允许直接将刀安装到机台的刀库刀柄。
(2)刀具生产时间记录
在卸(组)刀时,会将刀具的生产量(加工时间)写入到刀具管理系统中。将机台加工时间写入刀柄的RFID中的流程如下:
①在机台卸刀前或组刀后,机台记录使用的刀具,旋转刀盘,逐个写入刀具加工时间;
②气缸状态维持500ms,CNC通过串口通讯驱动RFID读写器并对刀柄RFID芯片进行写入操作;
③收回气缸,CNC检测气缸磁感应开关到位后,刀盘继续转动。
要保证上述方案操作顺利进行,需在CNC操作界面增加一个按钮,在卸刀前或组刀后,按一次按钮,使机台旋转一周,并写入刀具使用时间,最终完成刀具寿命的控制。在进行方案流程操作时,应注意操作规范。方案流程如图3所示。
(3)RFID芯片中刀具数据存储
刀具编码是确定刀具身份唯一性的重要信息,将其写入RFID,通过刀具编码来管理每一把刀具。在编写相应程序时,可根据刀具的规格型号确定刀具的名义直径、名义长度及相应程序,然后根据实际情况给予相应的直径补偿和长度补偿。由于同一把刀具可以安装在不同的机台上,同一台机台也可以加工不同产品,加工产品时,也可能出现异常情况,故在加工时,需要展示以上加工信息。可通过程序控制,在加工过程动态展示报表显示刀具编码、加工产品、产品数量、异常信息等以及RFID记录中的刀具编码、刀具寿命、刀具已使用时间等信息。
四.硬件系统构成及软件开发
硬件由可嵌入刀具的电子标签(RFID)、天线、RFID读写器及相关数据接口构成。RFID电子标签为数据载体,由芯片及耦合元件组成,每个RFID电子标签都具有唯一的电子编码;RFID电子标签天线是RFID电子标签的应答器天线,通过通信感应来传递标签与控制器之间的无线射频信号,读写器是用来读取或写入RFID电子标签信息的设备。
该系统为分布式应用系统,采取C/S模式更利于该系统运行。系统开发平台为微软公司的Visual Studio2010.NetFramework3.5及以上版本,采用C#开发,数据库为ORACLE。
系统采用的RFID编码块为EEPROM存储类型,由于一般机台数控系统配备COM串行通讯接口,故采用RS232通讯协议。刀具使用寿命需要实时更新,为保证存储数据的实时性,在更换刀具时及时更新芯片中的刀具信息,将数控系统NCK变量中的寿命数据写入RFID芯片。
RFID超高频工业级读写器UR5306是一款高性能的UHF超高频电子标签读写器,广泛应用于工业产线、模具管理、刀具管理、AGV定位、防伪溯源、物流分拣及生产过程控制等多种RFID系统应用领域。
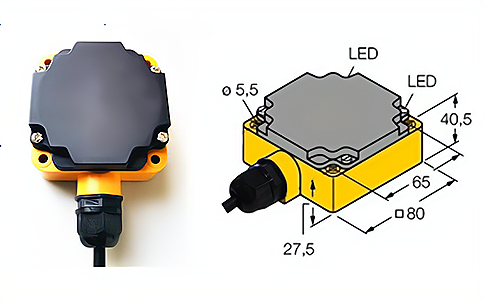
RFID超高频工业应用天线UA1313是一款高性能的UHF超高频天线。可广泛应用于工位产线、智能工具柜、模具定位、智能书架、智能档案柜、共享书柜、被服管理、档案管理、药品监管、高值耗材柜、门禁、防伪系统及生产过程控制等多种无线射频识别(RFID)系统。
RFID高频(HF)工业载码体标签XT9507采用优质防腐耐高温材料材质,内部可封装HF ISO15693 芯片,采用螺丝或双面胶方式安装,电子标签轻便、易安装、防水、耐高温、防腐蚀、室内室外都可通用。适用于固定资产管理、医疗固废垃圾管理、设备巡检、建材管理、托盘跟踪、智能制造及汽车部件等RFID管理场合。

无论产品咨询、还是RFID相关技术探讨,欢迎与我们联系,超15年行业经验的我们有专业的技术支持为您提供服务。
上海营信专注于按客户使用场景定制开发高频/超高频天线,研发生产RFID读写器/电子标签/手持终端和系统集成。我们的RFID天线可以用于许多不同的领域,如医疗耗材管理、试管试剂管理、档案管理、仓储管理、资产管理、图书管理、智能制造、工业自动识别等多个领域,欢迎与我们合作,上海营信,经营诚信 值得您信赖。
相关RFID天线产品介绍
相关RFID天线解决方案介绍
相关RFID天线应用案例介绍
相关RFID天线技术文章科普分享
请继续浏览相关产品与解决方案,或点击右边下载: RFID读写器和应用方案PDF电子版彩页 或扫描下方视频号查看我们的应用测试视频


